

Для фитингов из термоклея из полиэтилена контроль температуры инструментов для соединения термоклея должен быть точным, распределение температуры поверхности нагрева должно быть равномерным, а структура поверхности нагрева должна соответствовать требованиям процесса сварки. Чистой хлопчатобумажной тканью следует очищать поверхность нагрева до и после соединения термоклеем.
Время нагрева, температура нагрева, приложенное давление, давление выдержки и время охлаждения фитингов из термоклея из полиэтилена должны соответствовать требованиям производителей термоклея и производителей полиэтиленовых труб, фитингов и трубной арматуры. В период удержания давления и охлаждения нельзя перемещать фитинги соединительных труб или прикладывать к соединительным частям какие-либо внешние силы.
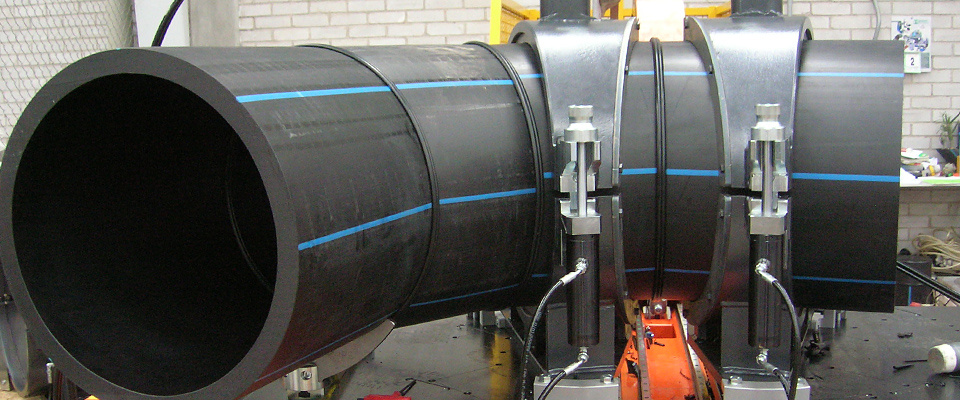
Полиэтиленовая труба, этапы операции по соединению полиэтиленовой трубы с термоклеем: 1. Внешний конец полиэтиленовой трубы должен быть скошен, угол должен быть не менее 30 ℃, а длина канавки на поверхности трубы не должна быть более 4 мм. 2. Измерьте длину раструба фитинга трубы, отметьте длину вставки на вставляемом конце трубы и соскребите кожу с вставной части. 3. Чистая хлопчатобумажная ткань должна использоваться для очистки поверхности соединения полиэтиленовых труб и фитингов от грязи. 4. Раструбное соединение труб с номинальным внешним диаметром больше или равное 63 мм должно быть выполнено с помощью раструбного соединения механического устройства, а две соответствующие соединяемые детали должны быть выпрямлены, чтобы они располагались на одной оси. . Если номинальный наружный диаметр меньше 63 мм, можно использовать ручное соединение с помощью термоклея с помощью закругляющих инструментов.